



1. Basic Concept
- Manual decartoning
Operators open cartons and remove ampoules by hand, placing them into SS trays/baskets. - Decartoning machine
Automated or semi-automatic equipment that feeds, opens, and unloads ampoules from cartons/trays with minimal manual handling.
2. Comparison Table
| Aspect | Manual Decartoning | Decartoning Machine |
|---|---|---|
| Manpower requirement | High – multiple operators needed for big batches | Low – 1–2 operators to load, monitor, and unload |
| Speed / Throughput | Moderate, depends on operator skill & fatigue | High, consistent output (good for large-scale filling) |
| Consistency | Variable – human dependent | Highly consistent, repeatable cycle |
| Breakage risk | Higher – human handling, fatigue, slips | Lower if well-designed; uniform movements |
| Glass particle risk | Higher if handling is rough or careless | Lower; controlled motion, less shock to ampoules |
| Mix-up risk | Higher if multiple products handled in same area | Lower – usually dedicated settings/product per run |
| Contamination risk | More hand contact, more chances of poor technique | Reduced direct handling; easier to maintain routine |
| Traceability | Relies on manual log entries & tray labeling | Often better – can integrate counting / sensors / print |
| Ergonomics | Risk of strain (repetitive movements, bending) | Better – operators mostly supervise & load/unload |
| Flexibility | Very flexible – easy to change ampoule size/pack | Less flexible – change parts/adjustment may be needed |
| Learning / Training | Simple – short training period | More technical – training on settings, alarms, safety |
| Equipment cost (CAPEX) | Very low – just tables, trays, cutters | High – dedicated decartoning equipment |
| Running cost (OPEX) | Higher labour cost; minimal maintenance | Lower labour cost; higher maintenance & spare parts |
| Space requirement | Small area – table + trays | Larger footprint – machine + conveyor / infeed area |
| Cleaning & changeover | Simple – wipe tables, clean trays manually | Scheduled cleaning & change parts; more formalized |
| Qualification effort | Mainly procedural (SOP) | Full IQ/OQ/PQ of machine, alarms, safety, interlocks |
| Best suited for | Small/medium batches, low automation plants | Medium/large batches, high-speed filling lines |
3. When to Prefer Manual Decartoning
- Small or low-volume batches
- Many product/ampoule sizes with frequent changeovers
- Plants where CAPEX is limited
- Backup / contingency when machine is down
- Early phase / development batches where process is still evolving
4. When to Prefer a Decartoning Machine
- High-volume commercial production
- Multiple shifts with tight timelines
- Need to reduce glass breakage and particle load before washing/sterilization
- Targeting lower manpower and improved ergonomics
- Strong focus on automation, counting accuracy, and traceability
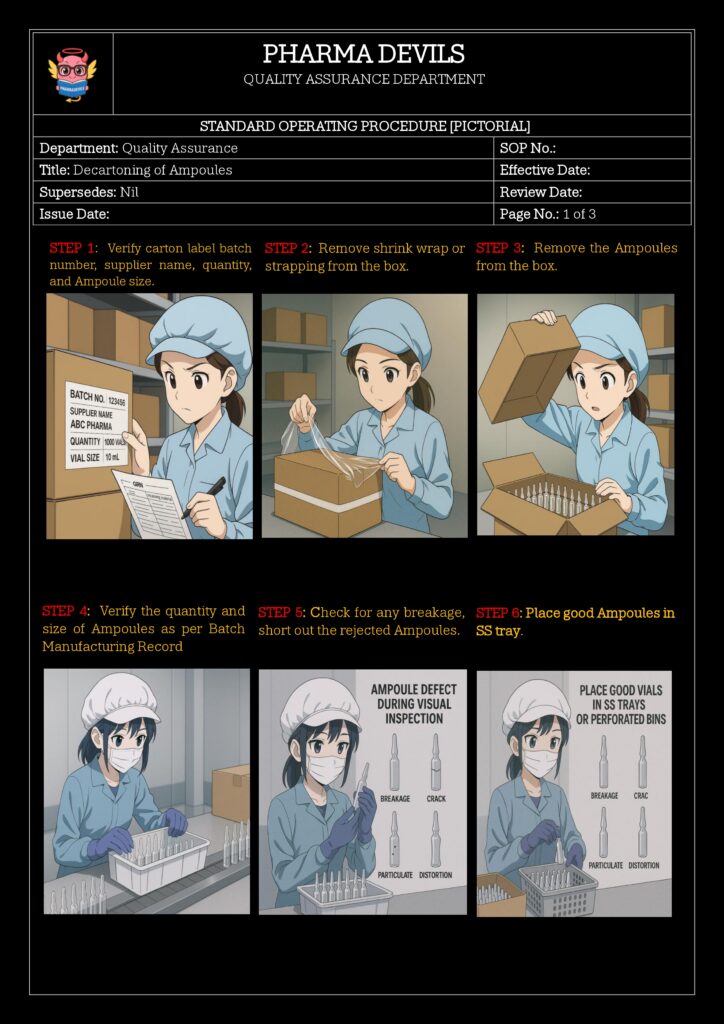
MANUAL DECARTONING OF AMPOULES
5.1 Purpose
To describe the procedure for manual decartoning of ampoules in a controlled manner to prevent mix-ups, breakages and contamination.
5.2 Scope
This procedure applies to all ampoule packs received in cartons for use in sterile/aseptic filling in __________________ Department.
5.3 Responsibilities
- Production Operator:
- Perform manual decartoning as per this SOP.
- Ensure correct identification and segregation of good/rejected ampoules.
- Production Supervisor:
- Verify decartoned quantity, reconciliation and labeling.
- QA Officer:
- Perform line clearance and in-process checks as applicable.
5.4 Procedure
5.4.1 Pre-requisites
- Ensure line clearance of the decartoning area is carried out and documented as per line clearance SOP.
- Verify that the following are available and clean:
- Decartoning table
- SS trays / perforated baskets
- Labeled containers for rejected/broken ampoules
- Status labels (e.g. “UNDER PROCESS”, “REJECTED”)
- Confirm product details (Product name, Batch No., Strength/volume, ampoule size) against:
- Dispensing slip / material issue note
- Carton label
- Record starting details in Decartoning Log / BMR.
5.4.2 Manual Decartoning Steps
- Bring the required number of cartons to the decartoning table as per material movement SOP.
- Handle one product and one batch at a time.
- Open each carton carefully using a safety cutter or scissors, avoiding contact with ampoules.
- Remove inner trays/liners containing ampoules and place them gently on the table.
- Lift ampoules manually from the tray and place them upright into clean SS trays or baskets.
- Avoid knocking ampoules against each other or the tray edges to minimize breakage and glass particles.
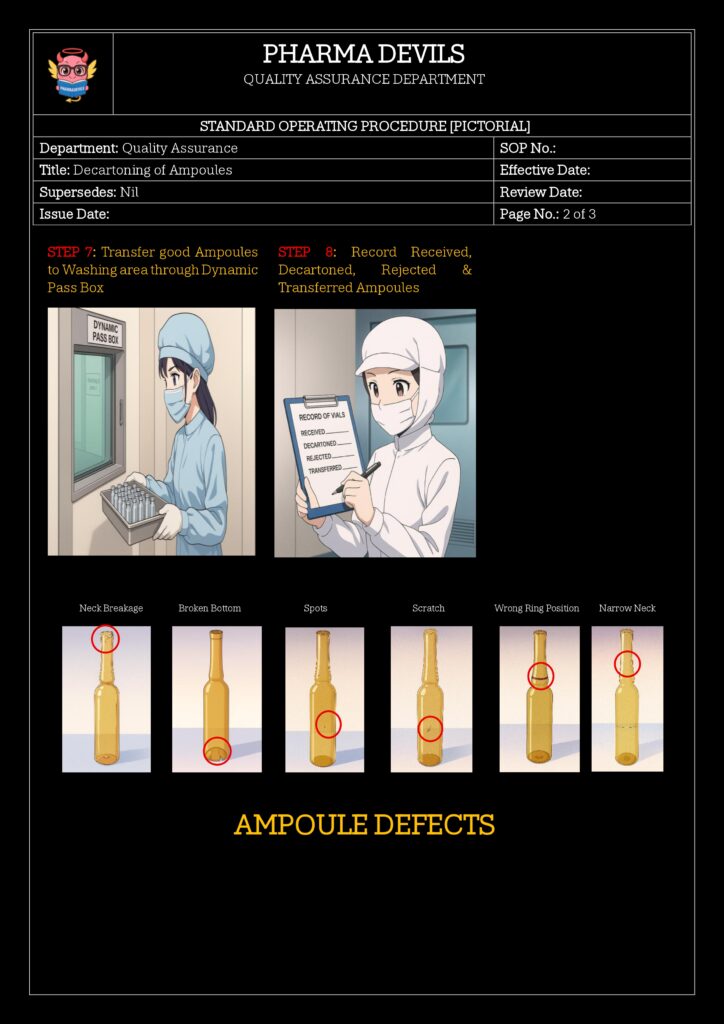
- Visually inspect ampoules during transfer for:
- Broken or cracked ampoules
- Chipped necks or tips
- Major printing or glass defects
- Segregate any defective ampoules into the “REJECTED/BROKEN” container.
- Continue until the required quantity for the batch is decartoned.
5.4.3 Post-Decartoning
- Count and record:
- Total ampoules received
- Total ampoules decartoned
- Total rejected/broken
- Ensure reconciliation is within defined limits as per BMR.
- Label each tray/basket of decartoned ampoules with:
- Product name
- Strength/volume
- Batch No. / Lot No.
- Quantity
- Date and time of decartoning
- Operator initials
- Apply appropriate status label (e.g. “TO BE WASHED”).
- Transfer the trays of ampoules to the next stage (e.g. washing) as per material handling SOP.
- Dispose of broken ampoules and glass waste as per glass waste disposal SOP.
5.5 In-Process Checks (Manual)
- Correct product/batch and ampoule size in use
- Decartoning area free from any other product
- Adequate labeling of trays and reject containers
- Reconciliation of good vs. rejected ampoules acceptable
5.6 Acceptance Criteria (Manual)
- No evidence of product mix-up.
- Glass breakage maintained within historical/validated limits.
- All trays properly labeled and traceable.
- All rejects recorded and disposed as per SOP.
6.0 DECARTONING OF AMPOULES USING DECARTONING MACHINE
6.1 Purpose
To describe the procedure for decartoning ampoules using an automatic/semi-automatic decartoning machine, ensuring controlled, efficient and low-breakage handling.
6.2 Scope
This procedure applies to all ampoule cartons processed through the Decartoning Machine (Equipment ID: _______) in __________________ Department.
6.3 Responsibilities
- Machine Operator (Production):
- Set up, operate and monitor the decartoning machine as per this SOP and equipment manual.
- Production Supervisor:
- Verify settings, output quantity and reconciliation.
- Engineering:
- Ensure availability and upkeep of machine (PM, breakdown support).
- QA:
- Line clearance, periodic audit and verification of process controls.
6.4 Procedure
6.4.1 Pre-requisites
- Ensure decartoning machine has undergone cleaning and line clearance for the new product/batch as per SOP.
- Confirm that change parts (if any) are installed for the specific ampoule size and carton type.
- Check that safety guards, interlocks and emergency stop are functional.
- Verify product details (Product, Batch, Strength, ampoule size) against BMR and carton labels.
- Record machine ID, product name, batch number, and starting carton count in Decartoning Log / BMR.
6.4.2 Machine Set-up
- Start the machine as per manufacturer’s Start-up procedure.
- Set parameters as applicable (e.g. conveyor speed, feed rate).
- Run the machine empty for a short time to check abnormal noise or vibration.
- Load a trial carton and observe:
- Carton feeding
- Opening/tearing mechanism
- Ampoule unloading path
- Discharge of decartoned ampoules into trays or conveyor
- Ensure ampoules are not falling from excessive height or colliding excessively.
6.4.3 Routine Operation
- Load cartons onto the machine in-feed as per defined loading pattern.
- Operate the machine within qualified speed range.
- Collect decartoned ampoules from the machine discharge into SS trays/baskets provided.
- Periodically perform visual inspection at discharge for:
- Broken or cracked ampoules
- Misaligned or jammed ampoules
- Carton pieces or foreign matter mixed with ampoules
- Remove broken ampoules and place them into “REJECTED/BROKEN” container.
- Monitor machine alarms / stoppages and inform Engineering in case of any recurring issues.
6.4.4 In-Process Checks (Machine)
Perform and record the following at defined frequency (e.g. start, every ___ minutes, and end):
- Count of ampoules per sample tray vs. machine counter (if available).
- Visual breakage rate: number of broken ampoules during defined interval.
- Confirmation that only one product/batch is being decartoned.
- Check that no carton pieces remain mixed with decartoned ampoules.
6.4.5 Post-Decartoning
- Stop machine as per standard shutdown procedure.
- Complete quantity reconciliation:
- Cartons loaded / ampoules expected
- Ampoules obtained
- Rejected/broken ampoules
- Label trays/baskets of decartoned ampoules with:
- Product name
- Strength/volume
- Batch/Lot No.
- Quantity
- Date/time of decartoning
- Operator initials
- Apply status label (e.g. “TO BE WASHED”).
- Remove residual ampoules, cartons and dust from the machine as per cleaning SOP.
- Dispose of broken ampoules and carton waste as per waste management SOP.
6.5 Acceptance Criteria (Machine)
- Machine operated within qualified speed and parameters.
- Breakage rate within validated limits and not higher than defined target.
- No mix-up of product, batch or ampoule size.
- Reconciliation between input (cartons) and output (ampoules + rejects) is within defined limits.
- All trays of decartoned ampoules are correctly labeled and traceable.
- No carton fragments or foreign matter present in decartoned ampoules.